Lean basic controls – business case
Shareholders drive results in the financial motivation of the Operational Excellence Program (OPEX). The accountancy is telling us to reduce costs against a so-called baseline. This way the baseline itself is taken for granted. But at the same time, the processes are pushed against the limits.
In this article, we will analyze the impact of this pressure and demonstrate the new risks that should be controlled in the first place. Especially in human-based processes (project management), the impact of unexpected costs can exceed the benefits claimed by OPEX efforts, only these costs are disguised as unavoidable incidents. Maybe even acceptable as excuses for shareholders?
The mission of this article is to set the business case for the basic controls in an organization in parallel of OPEX activity. This article will follow my own work experience from process industries via semiconductor manufacturing into project management.
The story of the process industry
At university, we were trained in advanced, complex control algorithms. When arriving in my first job at DSM Chemicals, it was an eye-opening experience that a Naphtha cracker unit would have some 5000 control loops (wow). But less than a handful complex ones! The majority were simple alarms that would switch safety valves eventually. Some were dynamic controls with a basic setting. The actual control was based upon skilled operators, with a deep understanding of the complexity, that ran the process. Key objectives are uptime and safety. 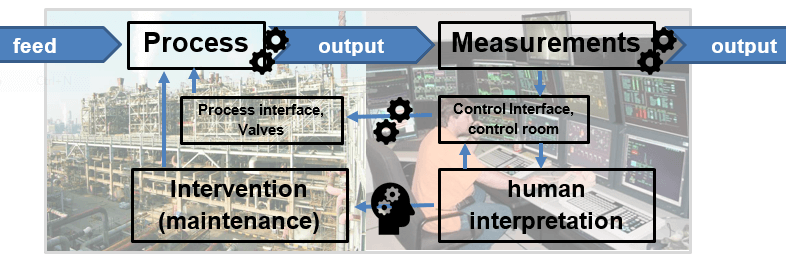
The illustration splits the control activity into three layers:

- The actual processes are completely industrial, including the measurements
- The interface is also 100% instrumented, the controls are automated and responding on deviations from the safe operating window
- The operator is managing the process, and has a limited influence on the performance. A good operator will anticipate and avoid automated controls to come into action. Typical actions are prescribed in protocols.
The iceberg to the right illustrates that incidents should never happen:
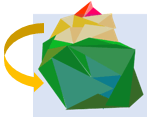
- Red, top of the iceberg, illustrates explosions and spills
- Response on deviating process conditions is automated and made visual in the control room (amber for action)
- During normal operation, the factory generates money, keeping conditions within the window (green)
In this type of process, cost reductions can have an impact if headcount is reduced or if maintenance is compromised. As a direct consequence, the frequency of amber will increase and probably uptime of the plant will be reduced. This results in a direct economic trigger to enforce the basic controls again. Normal work in a ‘green’ plant is boring; focus is on monitoring and early warning. Alertness is a key talent for employees.
The story of semiconductor manufacturing
At Philips Semiconductors (now NXP), the key problem was a high-tech process. Some 500 sequential, critical process steps were required to make the product. Despite automation efforts, a factory is even today a cleanroom with many machines which are loaded – programmed – started – unloaded by skilled operators. My roommate Dough would tell me: ”Leo, high-tech is a myth; it is just a lot of low-tech, but all of it must work at the same time”. Most controls were protocols and checklists, followed by operators. Some controls were more advanced and based upon manually executed measurements, analyzed by Statistical Process Control (SPC) and acted upon by Out of Control Action Plans (OCAP’s). Six Sigma methodology is the only way to achieve a reasonable yield in this type of manufacturing.
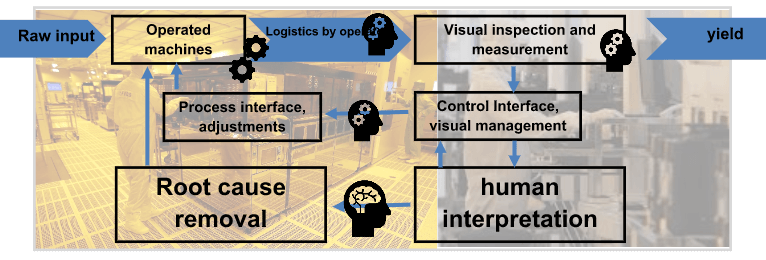
The illustration again splits into three layers:

- Production, fully automated and manually operated as routine work
- Process interface by visual presentations. Operator to take direct (protocol) action if needed.
- On top of the direct work and the direct responses, the operator is the first line for full interpretation of the situation. But problems can be escalated to first-line supervision and supporting staff.
The top of this iceberg is less spectacular than in the process industry, therefore more acceptable to exist?
- Red would this time mean defect product delivered and maybe causing a recall of electronics?
- Amber is the continuous struggle to keep the processes within windows
- Green is the dream of such manufacturing, all equipment running smoothly at the same time, the fewer incidents the higher the yield.
In this type of process, employees are active in all three levels. Therefore, operations are more organic. Pressure on costs, resulting in higher workloads may easily impact the performance because the attention of employees is stretched over all three levels. Therefore, basic controls at the highest level may suffer. But also in this case economics will support restore focus, although weaker.
Normal work in a ‘green’ factory without problems is still hard work because of the many routine handling and operations. Key talents are precision and accuracy. And the capacity to oversee all three levels.
The story of project management
With different clients, this story is developed over the last ten years. The construction firm delivers a series of projects; each is different, and many are parallel, using the same engineering capacity. Small specialized teams have specific skills to perform a step in the project. A team leader is the pivot for skills and capacity. Engineers typically find their way and processes are too complex to be fully described. Previous projects, help from colleagues, shared excel sheets are used to cope with each new challenge. The control mechanism is “second pair of eyes” by a colleague. But do corrections only affect the present project, or also improve the process for next time? And is a full verification of all work done? Seldom the planning allows a double engineering budget. Mistakes will inevitably slip through the controls; especially in the case of blind spots of the team. Until here the work is individually based.
At the project level, stage gates will perform the required checks for integration and typically risk assessments are used to validate the design. These activities are team efforts, making it more difficult to avoid time pressure having an impact on the results. Since the client is aware of the results, and maybe even takes part in some stage gates, an extra barrier for sharing doubts is introduced. The high visibility of gate reviews encourages informal preparation talks. Although effective for the smooth project flow (key objective!), information on “amber” feedback becomes invisible, and cannot be used for future improvements.
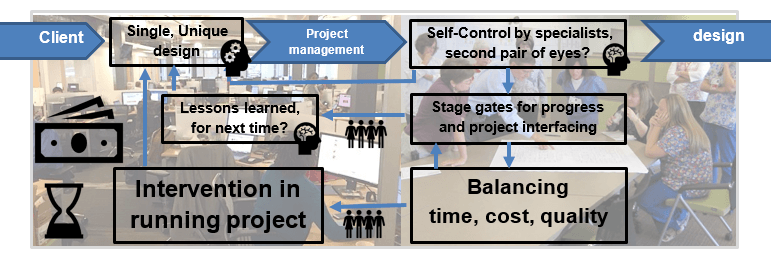
To illustrate the three layers (pictograms to illustrate the type of action):
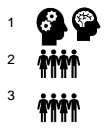
- Daily work is individual, maybe with informal colleague cooperation. A basis of standard work with room for individual creativity.
- Professional checks. Formal verification of the output, but if an error is found it could be offending for the engineer involved. Most criticism is shared informally, before or after a stage-gate meeting. And errors are corrected but remain undocumented. This is a complicated layer of control with group dynamics.
- Integrity of project checks. This should be the control level of anticipation – too high amber levels can be answered by increasing project headcount. But if most amber events are invisible for the project manager, how can this work?
This time the top of the iceberg is spectacular. Project management is by nature focusing on the product instead of on the underlying process. Since problems will surface later, or maybe even remain unnoticed, it is tempting to push uncertainties forward in time.
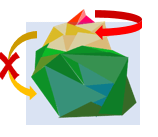
- Red means potential impact on the final project. If a red choice is made during the engineering phase, a lot of time is left to deal with the issue in a later stadium.
- Amber would indicate all project activity that is not wrong, but still not in the safe window of work. Assumptions? Wrong versions used? Time pressure during checking or inexperienced engineer performing the second pair of eyes? Any error found in stage gates can be an indication of too high amber levels;
- Green is the situation in which the engineers stay well within their competence comfort zones. Project managers with high skills can sometimes achieve this situation. But would the parallel projects try to withdraw capacity from a green project? And individual engineers contributing to two parallel projects, how do they divide their time and attention? If the green project is neglected, it is bound to become amber again.
In project management, the barriers between “production” and “control” are fading. Iterative development is a normal mechanism, but how to differentiate with a control loop that identifies defects and corrects the working methods? Criticizing colleagues for incomplete work is not easy; you just adapt and tell them afterwards. At the same time, each employee is under time pressure from project management. The group of people working for a project will have a strong bond and sense of achievement. Shared pride is felt when the deliverables are on time and when the client is satisfied. You can sometimes recognize teams by a logo, or by sweaters with a print.
Example: In a construction firm, the start of projects is critical. Roofbeams have the longest lead time for ordering. The team leader of the roof construction department complains he must work with estimates, anticipating the design phase. Today again, he finds out after ordering the materials that the architecture people have slightly changed the specifications. Normally he can deal with that within the margins, and only strength calculations must be adjusted. This time, however, margins are exceeded and he is forced to defend himself in the project meeting. Ordering new roofbeams will delay the project and increase costs. Under group pressure, including a member of the board, he feels tempted to give in and allow a very thin margin. At the same time, his department is the last line of defence, having unique expertise. He thinks this pressure is getting worse over the last few years. He expresses this in in a presentation to the board as follows: “We are engineering on the edge, so you should not push us too hard. It is a cliff. Remember the roof collapse we suffered eight years ago! The team leader is aware that some board members did not like this presentation at all. But support from the CEO and the Operations Excellence manager gave him the courage to persist.
Basic lean controls
Of course, the above examples are simplified. My purpose was just to illustrate how the basic structure of process control could be applied. Each organization has several types of work. For instance, a chemical plant (first example) will also have a maintenance department (working like the second example) and will have projects for plant improvements that are characterized by the third example.
The human role is different in the three situations. In process industries, automation prevails and the highest level is protocolled. In manufacturing, manual work and interpretation come into the picture. In project management, protocols exist at work level, and higher levels are subject to teamwork with a complex force field of performance against control. Professional responsibility is a vital last fence, along the cliff of incidents.
My experience so far is that most incidents or deviations have a trigger moment in time before any formal control could have alarmed. This trigger moment is an individual, recognizing a moment of unease. If we could trace these moments, that would be the perfect “amber alarm”. The Lean tool “JIDOKA” tells employees to stop the work at any inconvenience. In practice, most employees ignore this moment, and only a fraction of the trigger moments will surface again at formal controls. Best examples are found in safety, everybody knows the “Last Minute Risk Assessment? (LMRA). But few people saw an engineer perform an LMRA before uploading an excel sheet for a critical calculation?
How would a Lean Basic Controls organization look like?
- This approach is automated in the first example of process industries;
- It is protocolled in mass production;
- But in project organizations, we seem to act only on the “red alarms” and leave the “amber area” to informal and not reported cooperation.

Unexpected incidents can present a business case in itself, but also reputation and safety can suffer. Finally, pride of workmanship can be frustrated, eventually resulting in burnouts or reduced engagement. Each OPEX program should consist of two pillars, the pushing for cost reduction should be balanced with a strong Lean Basic Controls pillar. Without Lean Basic Controls, Continuous improvement will also suffer, because the employees will resist to: “be pushed against the cliff …. Without a solid fence”.
Comments
No comments currently.